我们精心制作的【本溪】 本地 PE燃气管 HDPE双壁波纹管优选货源产品视频已经准备就绪,【解锁新品!】【本溪】 本地 PE燃气管 HDPE双壁波纹管优选货源产品视频,带你穿越新品体验之旅!
以下是:【本溪】 本地 PE燃气管 HDPE双壁波纹管优选货源的图文介绍
总经理王经理携全体员工愿与新老客户朋友本着诚实守信、互惠互利原则,以真诚的心架起彼此合作的桥梁,互相支持,共同发展,为 地埋穿线电缆保护管、行业的美好明天而共同努力。



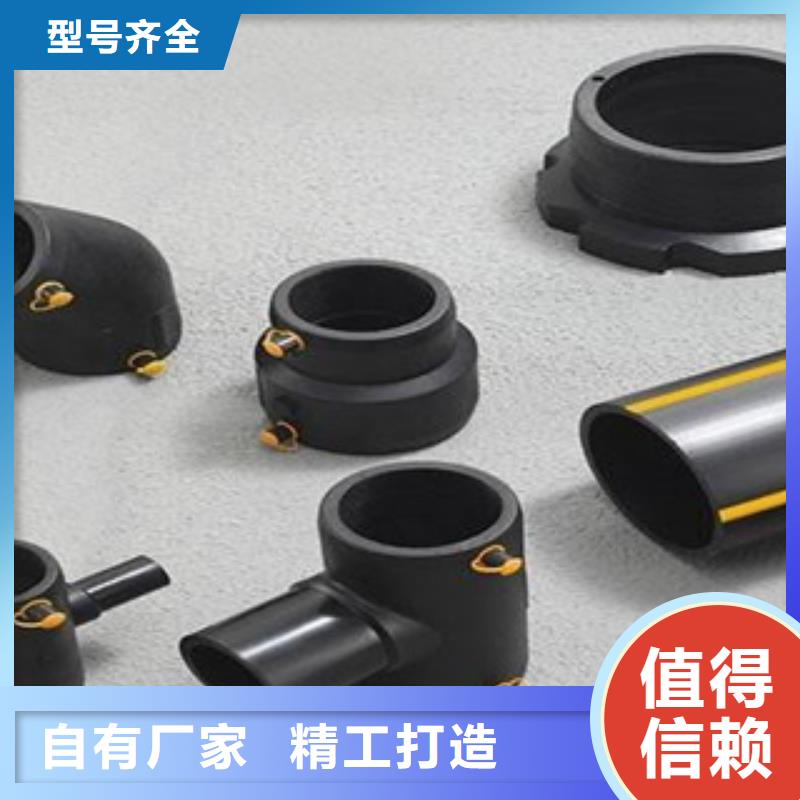
PE燃气管埋深不足,焊接质量差,管材管件表面受损的问题。PE燃气管使用寿命长韧性好维修便利的优点仍受大家欢迎,广泛的代替钢管应用到了地下燃气管网中,PE燃气管道输送的介质为天然气或液化石油气,属易燃易爆气体。PE燃气管被越来越广泛的被应用到地下燃气管网中,其安装施工维修简单的优良特性深受大家喜欢。PE燃气管的质量问题,有些小厂家为追求经济利益,使用非燃气用聚乙烯原料或再生的聚乙烯原料来生产PE燃气管。PE燃气管安装人员的施工方法不正确导致管材受损,非经过培训的人员无证操作,或是不安操作规程操作导致PE燃气管材受损或焊接不牢。PE燃气管地埋深度不够,好多燃气施工队为降低成本,在土建工程时候开挖过浅。
PE燃气管焊接的操作工人焊接技术参差不齐,好多施工队的施工人员没经过岗前的技术培训就无证上岗操作,在焊接过程中擅自缩短焊接工艺时间,严重影响焊接质量。安全警示标记不明确,导致施工过程中PE燃气管被挖坏挖断。PE燃气管是指输送煤气,天然气以及液化石油气的PE燃气管材。以聚乙烯为主要原料并添加多种辅料挤塑而出的。PE燃气管具有耐酸耐碱耐腐蚀施工维修简单成本低的优良特点,并且耐老化使用寿命长,深受广大客户的喜欢。选用PE燃气管树脂非常重要,其首先要有抗环境应力的性能。PE燃气管耐腐蚀性、良好的焊接性能以及抗芳径侵蚀的能力,一般情况下采用进口树脂。聚乙烯给水管道的施工做要保证设计的埋深,并对PE燃气管材的弯曲半径进行控制。
并根据实际情况做好防护措施。所以在正常情况下PE燃气管作为地埋管的使用范围还是比较广的。PE燃气管与钢管的耐磨性对比试验表明,PE燃气管的耐磨性为钢管的4倍。在泥浆输送领域,同钢管相比,PE燃气管具有更好的耐磨性,这意味着PE燃气管具有更长的使用寿命和更好的经济性。PE燃气管的柔性使得它容易弯曲,工程上可通过改变管道走向的方式绕过障碍物,在许多场合,管道的柔性能够减少管件用量并降低安装费用。PE燃气管具有光滑的内表面,其曼宁系数为0.009。光滑的表现和非粘附特性保证PE燃气管具有较传统管材更高的输送能力,同时也降低了管路的压力损失和输水能耗。PE燃气管比混凝土管道、镀锌管和钢管更轻,它容易搬运和安装。
更低的人力和设备需求,意味着工程的安装费用的大大降低。虽然其数值跟管道内径较为接近或相等;为了使管子、管件连接尺寸统一,采用公称直径(也称公称口径、公称通径)。PE燃气管带气换管的操作步骤与施工方案为。将普通人员疏散到安全区域。划定警戒区,在警戒区内严禁明火,严禁无关人员人内。作业区内严禁使用非防爆型的机电设备及PE燃气管仪器、仪表,如录像机、对讲机等;根据情形确定是否采取强制通风措施,清除积聚燃气。作业人员穿戴绝缘鞋、绝缘服,开挖工作坑,当特殊地段工作坑深度超过1.5m时,应设置支撑,为夹管和PE燃气管焊接作业提供空间保证。将夹管器置于距PE燃气管道损伤处1m左右处,缓缓夹管器,待压至限位块后将夹管器锁死。



城市燃气输配管网是城市燃气工程的重要组成部分,PE燃气管网造价占燃气工程总造价的比例很大(约40%),因此研究燃气管网的经济造价和经济运行有着十分重要的意义。对PE燃气管道与钢管的经济性能比较如下:PE燃气管厂家的价格比目前常用的燃气钢管的优势是众所周知,DN200以下的管道,PE管比钢管便宜;小管径PE管道一般采用电熔连接,PE管件价格高;对于大大管径的PE管,由于壁厚较厚,其价格较钢管高,但可采用热熔连接,节省管件费用,而且寿命长(PE管的使用寿命为50年,钢管的使用寿命按 计委煤气设施折旧费年限定为18年)、无需防腐,其综合价仍比钢管投资低。
因PE燃气管厂家有柔韧性强,完全可以在地面上预制好,再放入管沟,不需做工作坑,故PE管施工管沟的土方量比钢管施工管沟的土方量小一些。中压钢质燃气管道在安装焊接过中必须经无损探伤等一笔可贵的费用,检测程序也比较复杂;而PE燃气管检测程序、检测方法和手段简单有效,检测费很小。总之,燃气PE管材料和安装费用较钢管具备明显优势,PE燃气管厂家的综合经济性能是远远优于钢管的。
在PE燃气管生产过程中,始终如一贯彻“安全 ,预防为主”的安全生产工作方针,认真执行国务院、建设部下发的相关规定和文件,把PE燃气管安全生产工作纳入施工组织设计和施工管理计划,使安全生产工作与生产任务紧密结合,保证施工人员在生产过程中的安全与健康,严防各类事故的发生。影响PE燃气管生产质量的因素主要有以下这些方面:螺杆转速对PE燃气管质量的影响,螺杆转速的选择直接影响PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家产量和质量。
螺杆转速既取决于挤出机大小,一边取决上管径大小。转速增加,挤出量增加,物料受到的剪切力大,有助于物料的塑化,但是物料在螺杆内的停留时间较短,过高的摩擦热使PE燃气管内壁比较粗糙、管材强度下降,因此,螺杆转速的控制应根据产量、产品外观和物理力学性能要求全面权衡。PE燃气管厂家牵引速度因素对其质量的影响:牵引速度直接影响产品壁厚。牵引速度应与挤出速度相配合,通常是牵引速度比管材挤出速度高1%~10%。温度对PE硅芯管-HDPE硅芯管厂家-PE燃气管厂家产品质量的影响,温度是影响PE燃气管的主要因索,温度过低,塑化不好,温度过高,物料易分解。温度的控制应根据原配方、挤出机及机头结构、螺杆转速等因素确定。加工硬HDPE硅芯管时,因加工温度与分解温度颇为接近,生产中应严格控制各点的料温。同时注意测温仪表的误差及测量点的位置。


操作人员应提高质量意识和安全责任意识,熟练掌握施工工艺规程,提高作业能力;要精心地使用、维护、检查施工机具;对操作过程应详细记录,发现问题应及时纠正。发挥工程监理的作用,监理人员应认真核对操作人员的件及材料的生产合格证,及时发现和纠正施工人员的错误操作,对于不合格或违反规范的操作应及时要求整改、返工。2.4焊接设备的使用热熔焊机主要由机架、铣刀、加热板、液压控制箱等部分组成,种类分为手动型、半自动型、全自动型。半自动型和全自动型的主要区别是全自动型的焊接参数可全部储存在芯片上,切换操作自动控制,并自动监控记录焊接的全过程。现有手动型热熔焊机已无法严格完成要求的焊接过程,无法严格满足焊接的工艺参数要求。
不具备操作的可重复性。焊机的工作状况直接影响焊接的质量。由于现有焊机缺乏定期检测、维护,导致的故障有:加热板温度分布不均匀,设定温度与实际温度不符;加热板表面材料(特氟隆或聚四氟乙烯)存在划伤现象,对焊件端面造成污染;部件可靠性差,压力控制不精确等。建议采用符合相关标准要求的全自动型热熔焊机,其特点是可以进行过程监控、记录。每一道工序及焊接参数都需要确认,以便决定是否继续焊接;若发现工序及焊接参数出现偏离,焊接会自动终止;所有焊接参数都全程记录,便于追溯。由于可以固化经过验证的施工工艺参数,并能根据环境温度等自然环境条件自动进行调整,各种工艺参数记录可以存储、输出,减少了人为因素对焊口的影响,实现了焊接过程的可重复性、可追溯性。
大大减轻了质量检查的工作量[1]。电熔焊机分为半自动型和全自动型。半自动型已基本淘汰,全自动电熔焊机无须手动输入焊接参数,由读码器直接扫描电熔管件上的条形码。不同厂家生产的焊机有不同的参数,条形码能消除参数的误差,将所有的焊接参数自动输入焊机,对电熔管件进行加热焊接。2.5连接方式及焊接环境热熔对接连接是PE燃气管道施工中主要采用的连接方法之一,使用的设备是热熔对接焊机。通过加热板同时加热需要焊接管材、管件的两个端面,使其达到熔化温度,撤去加热板,随即迅速贴合,通过焊接机具在一定的压力下冷却,冷却后达到熔接目的。电熔承插连接也是PE燃气管道施工中主要的连接方法之一,使用的设备是电熔焊机。通过电熔焊机对预埋在电熔管件内表面的电阻丝通电后发热。






 扫一扫
扫一扫