想要知道綦江【当地】焊管无缝钢管源头厂家直销产品如何?看视频就知道!看视频,选产品更明智!
以下是:綦江【当地】焊管无缝钢管源头厂家直销的图文介绍


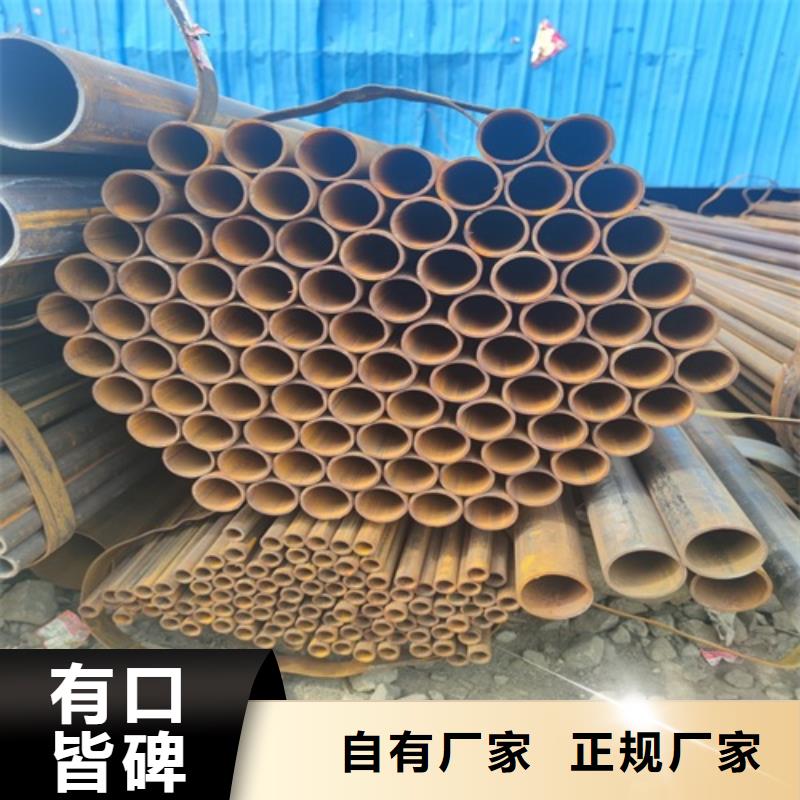
焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。直缝焊管生产工艺简单 ,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~ 100% ,租生产速度较低。因此,较小口径的焊管大都采用直缝焊,大加径焊管则大多采用螺旋焊。



一、綦江高频焊管和普通焊管的焊接方式区别 普通焊管主要以钢板为原材料,经过弯曲焊接制成,而高频焊管是采用带钢或卷板为原材料制成的高频焊管,一般325以下口径的钢管多使用带钢为原材料,325-660口径的钢管多使用卷板为原材料,带钢经过高温和外力的挤压形成一个u形张口的圆精轧管,*后采用高频电流的集肤、邻近效应使钢管边缘融化焊接。 二、綦江高频焊管和普通焊管的强度区别 高频焊管的强度比普通焊管要高,同宽度的原材料能生产不同管径规格的焊管,并且在较窄原材料下也可以生产管径较大的焊管,与同长度的直缝焊管相比,焊缝增加百分之30到百分之一百的长度,钢管强度更高。 三、綦江高频焊管和普通焊管的成本区别 高频焊管和普通焊管都具有成本低、效率高、连续性强的优势,从生产角度来说,高频焊管生产时不产生废气和废水、噪音低、没污染,环保并降低采购成本。 以上就是高频焊管和普通焊管的3个区别,整体来说,高频焊管与普通焊管都是用于流体输送的管道,例如:水、石油、天然气、煤气等物质,使用哪种焊管可根据施工需要自由选择。



鹏鑫钢铁有限公司创造新的 綦江无缝钢管、,但从来没有模仿。公司得发展不能没有客户的支持。站在新的起点,我们将回报以更受欢迎的 綦江无缝钢管、产品,优良的品质和良好的服务给予我们的客户,欢迎各界商友洽谈合作。本厂提供 綦江无缝钢管、产品开发,来样来图定做,承接各类订单,欢迎咨询。


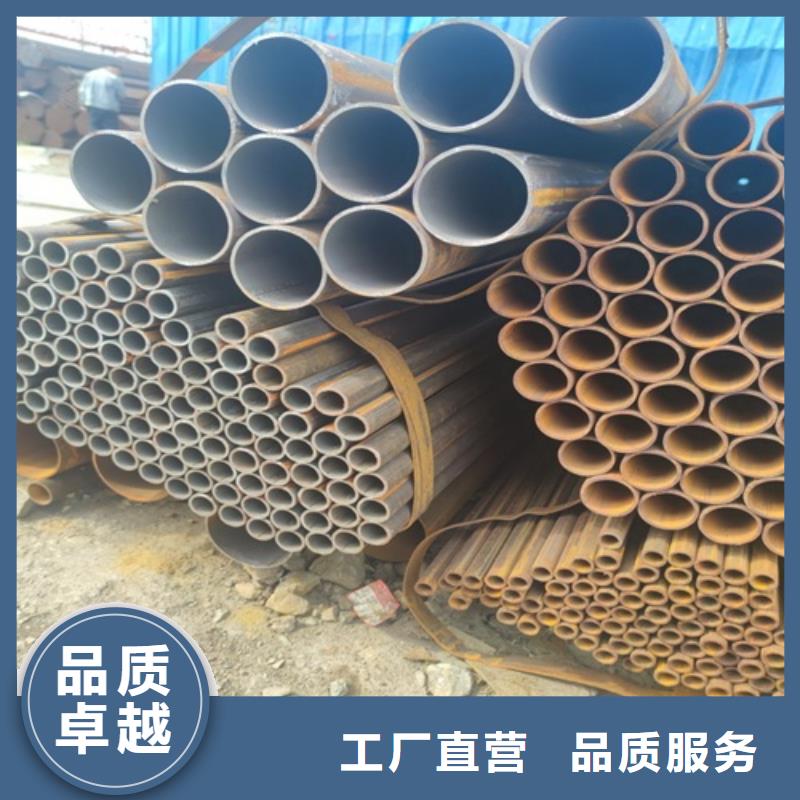
綦江精密焊管的特点工艺及用途 綦江精密焊管是一个广义的概念,根据不同的使用要求有许多不同的个性化质量要求。精密焊管是在一般焊管基础上进一步改进的结果,是焊管产品中的精细产品。 1.綦江精密焊管的主要特点。 几何尺寸精确,横向壁厚均匀。钢管形状好。椭圆度小。焊缝质量可靠,内毛刺小。外表面光滑。焊缝热处理或保护性气氛热处理后,钢管可达到表面无氧、机械性能稳定、金相组织均匀的效果。其生产成本远低于同类无缝精密钢管,可直接或少量加工,降低设备加工成本。 二、綦江精密焊管的制管工艺。 1綦江精密焊管制管工艺: 綦江精密焊管的生产工艺随生产方式略有差异,但成型焊接部分的生产工艺基本相同,差异仅在后一个工艺中。典型的生产工艺流程如下: 1.1 种生产方式:带钢准备→开卷→矫平→切头尾→焊接→活套储存→成型→焊接→去除毛刺→焊缝热处理→冷却→直径→无损检测→飞剪切断→矫直→切断平头→涡流检测/水压试验→检验包装→成品。 綦江精密焊管主要用于化工、纺织、机械、仪器、航空、汽车等领域。如汽车、摩托车缓冲器、减速器、冷凝器、水箱管道、传动轴、消音器、控制轴、推力制动管、液压缸、气缸、千斤顶、各种输送辊、皮带辊、印刷辊、纺织印染辊、纺织化纤机牵伸管、液压支架管、深井泵管、各种机械光管、电加热器外管、家用电器管道等。



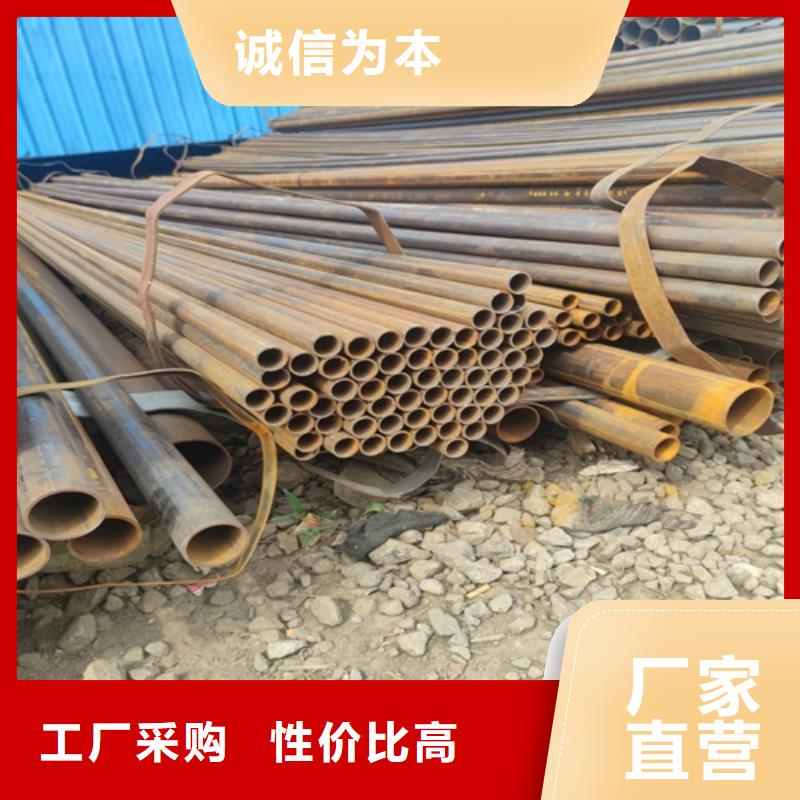
一般来讲,綦江焊接钢管分为普通焊接钢管,镀锌焊接钢管,氧焊钢管,公制焊接钢管,压器钢管,薄壁管,螺旋焊接钢管 等。 普通焊接钢管:普通焊接钢管以Q195A , Q215A和Q235A或低碳钢为原料。它用于传输低压流体。另外,管道需要进行水压,弯曲和扁平测试等。通常,对表面质量有一定要求。 交货长度通常为4至10mm。公称直径的焊管规格与实际尺寸不同。根据壁厚,焊接.钢管也分为普通钢管和加厚钢管。 镀锌焊接钢管:为了提高耐蚀性, -般的焊接钢管以镀锌锌为保护层。镀锌钢管有两种:热镀锌锌层加厚钢管和电镀锌钢管低成本。公制焊接钢管:公制焊接钢管由普通碳素钢,优质碳素钢或低台金钢经冷热焊接或经冷热焊接后制成。规格采用外径x壁厚( mm )的无缝钢管形式。普通公制焊接钢管通常用作旋转轴或输送流体等结构元素。薄壁管用于加工家具,灯具。但是制造商需要在加工中保证钢管的强度和弯曲度。 螺旋焊钢管:螺旋焊钢管采用低碳结构钢或低合金结构钢带,按照一定的螺旋角 (成形角)轧制成管坯,然后焊接制成管接头。綦江螺旋焊管可采用窄带钢生产大口径钢管。焊接钢管广 泛应用于石油或天然气管道。而且,螺旋焊管具有单面焊接和双面焊接。



 扫一扫
扫一扫